Cutting Through the Clutter

The brush-shredding industry is perhaps one of the most difficult, abusive applications that a fleet of equipment can be subjected to. Just travel and meet a few contractors involved in this industry. Check out their equipment, hard-working brush cutter attachments for their skid steers and compact track loaders, and you’ll see a pattern of wear and tear these crews endure every day.

The most successful of these environmental contractors are successful for many reasons. First off, they buy good equipment, and secondly, they are also aware of the importance of a good maintenance program. Their pride of ownership shows immediately as you pull up to their shop or jobsite. These business owners project a professional image through their equipment, so potential customers perceive that pride and quality workmanship on the job.
It is understood that well maintained equipment will perform more efficiently, last longer and experience less downtime — especially with harsh applications and brush cutter attachments. That means the job will get finished in a timely manner, and the work can be competitively priced. Hired equipment operators will also follow the owner’s lead of taking care of the equipment, if they are taught to prioritize maintenance, and, more importantly, if they are allowed to take the necessary time out of each work day to properly care for the unit.
Equipment Decisions
The type of maintenance needed for a brush cutter attachment will vary with the type of equipment being used. This consideration should be a part of the decision process when purchasing a brush cutting head for your skid steer loader, compact excavator or compact track loader.
There are many different types of heads available on the market today. Your buying decision needs to be based on the application (your customers’ needs), operating costs (fuel and consumable knife costs) and maintenance (time) requirements. For light brush and maintenance mowing, there are the rotary, deck-type mowers with two large swinging blades that can pivot back when they meet an obstruction, or the drum type flail units that run multiple pairs of “J” shaped, replaceable blades, which can also pivot back. This pivoting ability does provide some forgiveness when striking rocks or debris, but the pivoting blades tend to be less effective in heavier material.
For this article, we will focus on mulching heads designed for heavy-duty brush shredding applications, such as land clearing for fire breaks, real estate development and right-of-way maintenance. In this arena, horizontal drum rotors with fixed cutters have emerged as the most popular type of head. The fixed teeth always maintain the correct angle of attack, and the material size you can handle is limited only by available horsepower and the size of the equipment carrying the head.
Within this group, there are two basic types to compare. You can choose between Replaceable Carbide Tips or Ax/Chipper-Style Sharpened Blades.
Carbide Cutter-Type Heads
Probably the most widely accepted standard in the industry would be the configuration using replaceable carbide teeth spinning in a downward sweep, the Loftness Carbide Cutter being one of several good, proven brands offered on the market today. The downward rotation assures a positive feeding of material as the carbide tips grab and pull the cut material into the shredding chamber.
With the first forward pass, material is aggressively cut and thrown to the ground but still left in relatively large pieces. If a finer particle size is required, it will then be necessary to reverse and back-drag over the same area one or more times, reprocessing the downed material. This is no problem because the carbide tips were designed to be effective working against the ground, allowing for some light incorporation of the mulch into the soil when needed.
 While the nature of the carbide tooth design does result in a rugged, long-lasting cutting tool, it cannot be built with a sharp, knife-like cutting edge because its brittle characteristics would cause it to chip away with any rock strikes. It should also be noted that the cutting performance slowly deteriorates as the leading edge of the carbide tip wears to a more rounded, hammer shape. Therefore, the production rate and fine particle size of knife-type machines cannot be expected.
While the nature of the carbide tooth design does result in a rugged, long-lasting cutting tool, it cannot be built with a sharp, knife-like cutting edge because its brittle characteristics would cause it to chip away with any rock strikes. It should also be noted that the cutting performance slowly deteriorates as the leading edge of the carbide tip wears to a more rounded, hammer shape. Therefore, the production rate and fine particle size of knife-type machines cannot be expected.
The time required for maintenance of a Carbide Cutter-type head will be dramatically lower than any others in the group because there is no sharpening time involved. You simply replace the cutting tools with new ones when they are no longer usable. The consumable knife costs will vary greatly because tooth life can vary all the way from 200 to 700 hours depending on job conditions and requirements. Contractors generally expect the hourly cost of cutting tool wear to run higher than the cost of sharpened knives.
Ax-type knife hourly wear costs are typically far lower than carbides because the initial cost is usually less, and they can be sharpened to maintain their function throughout a similar life expectancy. Fuel costs for the carbide type units with their hammering, tearing action will typically run higher than sharpened blades that tend to cut and slice their way through the material.
Ax/Chipper-Style Knife Machines
There is a certain group of brush cutters that use sharpened, heat treated knives spinning in a downward sweep rotation. Because of the downward sweep of the blades, these units share a lot of the operational techniques with the carbide units. The efficient, ax blade cutting action dramatically increases performance on that initial forward pass, cutting brush to a smaller particle size faster than carbide tips, increasing productivity and saving on fuel costs.
As it is with the carbide units, the cut material is being thrown to the ground by the downward sweep of the rotation, which means back-drag passes will be needed if the job requires a finer particle size. Unavoidable ground contact during back-dragging will increase knife sharpening time and shorten blade life.
These characteristics mean that the sharp knife machines with the downward rotation are best suited for jobs like right-of-way clearing, where you are not as concerned about achieving a groomed look. You just need to move along the right-of-way and reduce the vegetation to ground level as fast and efficiently as possible.
Some machines in this group were developed specifically as dedicated knife-type heads, while many other manufacturers have developed conversion systems to adapt their standard carbide units to use planer/chipper-style blades. The customer is allowed to choose the tools that will work best for different applications.
Must-Do Maintenance Tips
Loftness would like to share some maintenance tips pertaining to efficiency of operation and longevity of the machinery. Many of the suggestions are from contractors who are working on the job with this equipment everyday. When field-sharpening knives on the machine, care must be taken to maintain the correct bevel angle as determined by the factory.
The photo below demonstrates the proper technique where the grinding wheel is removing material the full width of the beveled area of the knife.

This photo shows the improper procedure, grinding only on the leading edge of the knife with no chance of maintaining the correct angle.

This photo demonstrates using the factory angle gauge as a reference to check your work. Care must also be taken not to grind too long in one area. If the edge of the knife changes color to a blue or brown, the temper from the heat treatment has been destroyed in that area, and the knife will dull prematurely. In the interest of maintaining rotor balance, try to keep the amount of grinding even on all knives. If the knives are sharpened at a machine shop, they should be fixtured and sharpened two at a time. They can then be reinstalled as pairs, on opposite sides of the rotor (180 degrees) from each other, to maintain balance.

The stationary shear bar is as important to the cutting efficiency as the knives or carbide tips themselves. Inspect the leading edge of the shear bar regularly for signs of wear. When one edge gets rounded off, the shear bar can be rotated four different ways to introduce a new, square cutting surface to the knives or carbide teeth.
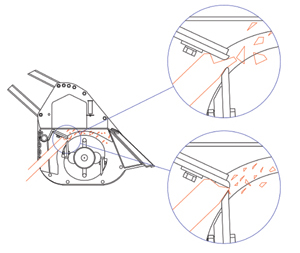
These diagrams help to demonstrate the larger particle size and the wedging effect present when the shear bar and teeth are rounded off, leaving a gap wider than the recommended 1/8 to ¼ in.
 Anytime the carbide tips, knives or the shear bar are removed for service, take special care to thoroughly clean out the mating surfaces with a scraper or if possible, clean the area with compressed air or a pressure washer (see photo below). Any debris accidentally left between the surfaces could keep bolts from properly holding these critical components in place.
Anytime the carbide tips, knives or the shear bar are removed for service, take special care to thoroughly clean out the mating surfaces with a scraper or if possible, clean the area with compressed air or a pressure washer (see photo below). Any debris accidentally left between the surfaces could keep bolts from properly holding these critical components in place.
As noted earlier, the mulching industry is a difficult environment in many ways. You must have a top-notch maintenance program, and you need to operate as efficiently as possible to be profitable. Above all, please keep safety at the top of the list.
Bill Schafer is a product manager for Loftness Specialized Equipment, based in Hector, Minn.




Comments are closed here.